
У адпаведнасці з Дырэктывай ЕС RoHS (Дырэктыўны акт Еўрапейскага парламента і Савета Еўрапейскага саюза аб абмежаванні выкарыстання пэўных небяспечных рэчываў у электрычным і электронным абсталяванні), Дырэктыва патрабуе забароны на рынку ЕС прадаваць электронныя і электрычнае абсталяванне, якое змяшчае шэсць небяспечных рэчываў, такіх як свінец, у якасці бессвінцовага працэсу «экалагічнай вытворчасці», які стаў незваротнай тэндэнцыяй развіцця з 1 ліпеня 2006 г.
Прайшло больш за два гады, як бессвінцовы працэс пачаўся з падрыхтоўчага этапу.Многія вытворцы электронных тавараў у Кітаі назапасілі вялікі каштоўны вопыт актыўнага пераходу ад бессвинцовой пайкі да бессвинцовой.Цяпер, калі бессвінцовы працэс становіцца ўсё больш і больш сталым, у цэнтры ўвагі большасці вытворцаў не проста ўкараняць бессвінцовую вытворчасць, а на тое, як усебакова палепшыць узровень бессвинцовой паяння з розных аспектаў, такіх як абсталяванне , матэрыялы, якасць, працэс і спажыванне энергіі..
Працэс паяння аплавленнем без свінцу з'яўляецца найбольш важным працэсам паяння ў сучаснай тэхналогіі павярхоўнага мантажу.Ён шырока выкарыстоўваецца ў многіх галінах прамысловасці, уключаючы мабільныя тэлефоны, кампутары, аўтамабільную электроніку, схемы кіравання і сувязь.Усё больш і больш электронных арыгінальных прылад пераўтворыцца з мацавання праз скразныя адтуліны на павярхоўны, і пайка аплавленнем замяняе пайку хваляй у значнай ступені - гэта відавочная тэндэнцыя ў індустрыі паяння.
Такім чынам, якую ролю будзе адыгрываць паяльнае абсталяванне аплавленнем ва ўсё больш сталым бессвінцовым працэсе SMT?Давайце паглядзім на гэта з пункту гледжання ўсёй лініі павярхоўнага мантажу SMT:
Уся лінія павярхоўнага мантажу SMT звычайна складаецца з трох частак: трафарэтнага прынтара, машыны для размяшчэння і печы для аплаўлення.Для машын размяшчэння, у параўнанні з бяссвінцовымі, няма новых патрабаванняў да самога абсталявання;Для машыны трафарэтнага друку з-за невялікай розніцы ў фізічных уласцівасцях бессвінцовай і этыляванай паяльнай пасты вылучаюцца некаторыя патрабаванні да паляпшэння самога абсталявання, але якасных змен няма;Праблема бессвінцовага ціску ляжыць менавіта на печы аплавлення.
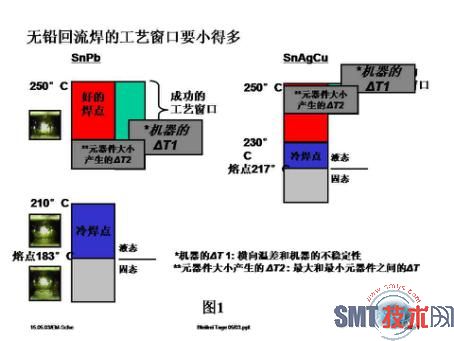
Як вы ўсе ведаеце, тэмпература плаўлення свінцовай паяльнай пасты (Sn63Pb37) складае 183 градусы.Калі вы хочаце стварыць добрае паянае злучэнне, вы павінны мець таўшчыню інтэрметалідаў 0,5-3,5 мкм падчас паяння.Тэмпература адукацыі интерметалидов на 10-15 градусаў вышэй за тэмпературу плаўлення, якая складае 195-200 для паяння свінцом.ступені.Максімальная тэмпература арыгінальных электронных кампанентаў на друкаванай плаце звычайна складае 240 градусаў.Такім чынам, для паяння свінцом ідэальным акном працэсу паяння з'яўляецца 195-240 градусаў.
Бессвинцовая пайка прынесла вялікія змены ў працэс паяння, таму што змянілася тэмпература плаўлення бессвинцовой паяльнай пасты.У цяперашні час звычайна выкарыстоўваецца бессвинцовая паяльная паста Sn96Ag0,5Cu3,5 з тэмпературай плаўлення 217-221 градус.Добрая бессвінцовая пайка таксама павінна ўтвараць інтэрметалідныя злучэнні таўшчынёй 0,5-3,5 мкм.Тэмпература адукацыі интерметаллических злучэнняў таксама на 10-15 градусаў вышэй тэмпературы плаўлення, якая складае 230-235 градусаў для бессвинцовой пайкі.Паколькі максімальная тэмпература бессвинцовой паяння электронных арыгінальных прылад не змяняецца, ідэальнае акно працэсу паяння для бессвинцовой пайкі складае 230-240 градусаў.
Рэзкае скарачэнне тэхналагічнага акна прывяло да сур'ёзных праблем з забеспячэннем якасці зваркі, а таксама павысіла патрабаванні да стабільнасці і надзейнасці абсталявання для бессвинцовой паяння.З-за бакавой розніцы тэмператур у самім абсталяванні і розніцы ў цеплавой магутнасці арыгінальных электронных кампанентаў падчас працэсу нагрэву дыяпазон тэмпературнага акна працэсу паяння, які можна рэгуляваць у кантролі працэсу бессвінцовай пайкі аплавленнем, становіцца вельмі малым .Гэта сапраўдная цяжкасць бессвинцовой пайкі аплавленнем.Параўнанне канкрэтнага вокна працэсу паяння аплавленнем без свінцу і без свінцу паказана на малюнку 1.
Падводзячы вынік, печ аплавлення адыгрывае жыццёва важную ролю ў якасці канчатковага прадукту з пункту гледжання ўсяго бессвінцовага працэсу.Тым не менш, з пункту гледжання інвестыцый ва ўсю вытворчую лінію SMT, інвестыцыі ў бессвинцовые паяльныя печы часта складаюць толькі 10-25% інвестыцый ва ўсю лінію SMT.Вось чаму многія вытворцы электронікі неадкладна замянілі свае арыгінальныя печы для аплаўлення печамі больш высокай якасці пасля пераходу на вытворчасць без свінцу.
Час публікацыі: 10 жніўня 2020 г